










Livre blanc : Principes fondamentaux de la technique d'insertion sous pression
LA ZONE D'EMBOÎTEMENT : UNE ALTERNATIVE ROBUSTE À LA SOUDAGE
INTRODUCTION
Depuis son introduction dans le secteur des télécommunications, la technique d'insertion par pression s'est imposée comme une technologie clé dans l'électronique automobile et industrielle. Compte tenu des tendances actuelles telles que l'électrification, la conduite autonome et l'industrie 4.0, les exigences en matière de fiabilité et de durabilité des systèmes de connexion ne cessent de croître.
C'est notamment dans les environnements difficiles, caractérisés par des vibrations, des variations de température, de l'humidité et des contraintes mécaniques, que la technique d'insertion par pression séduit par sa grande fiabilité de processus et sa stabilité à long terme. Malgré des conceptions de zones d'insertion différentes, toutes les solutions poursuivent le même objectif : une connexion durablement solide sur le plan mécanique et fiable sur le plan électrique entre le circuit imprimé et le contact.
Pour ce faire, la zone d'insertion est dimensionnée de manière à être plus grande que le trou du circuit imprimé et est enfoncée avec une force définie. Il en résulte une connexion étanche au gaz, électriquement stable et résistante aux contraintes mécaniques, avec une résistance de contact faible et constante.
C'est notamment dans les environnements difficiles, caractérisés par des vibrations, des variations de température, de l'humidité et des contraintes mécaniques, que la technique d'insertion par pression séduit par sa grande fiabilité de processus et sa stabilité à long terme. Malgré des conceptions de zones d'insertion différentes, toutes les solutions poursuivent le même objectif : une connexion durablement solide sur le plan mécanique et fiable sur le plan électrique entre le circuit imprimé et le contact.
Pour ce faire, la zone d'insertion est dimensionnée de manière à être plus grande que le trou du circuit imprimé et est enfoncée avec une force définie. Il en résulte une connexion étanche au gaz, électriquement stable et résistante aux contraintes mécaniques, avec une résistance de contact faible et constante.
PRINCIPES FONDAMENTAUX
Dans la technique d'insertion par pression, une connexion électrique est établie entre le connecteur et le circuit imprimé par l'insertion d'une broche de connecteur dans un trou métallisé du circuit imprimé.
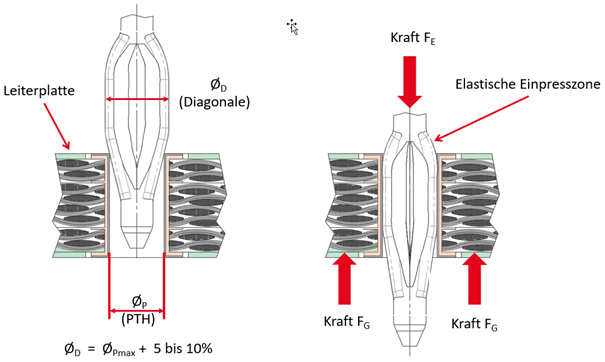
La technique d'insertion par pression repose sur un principe simple :
la section transversale de la zone d'insertion d'une broche de contact présente une diagonale supérieure à celle du trou métallisé du circuit imprimé. La déformation générée lors de l'insertion est absorbée par la zone flexible de la broche de contact, de sorte que la douille du circuit imprimé n'est que très légèrement déformée. Il en résulte une soudure à froid entre la broche de contact et le trou métallisé du circuit imprimé : une connexion étanche au gaz, résistante à la corrosion, à faible impédance et hautement conductrice électriquement. Celle-ci reste stable à long terme, même en cas de contraintes mécaniques et thermiques élevées, telles que les vibrations, la flexion et les changements de température importants.
Nous recommandons une surveillance tout au long du processus d’insertion. Des analyses force-déplacement ainsi que des systèmes basés sur des caméras permettent une évaluation fiable de la qualité de la connexion.
Outre la technique d’insertion éprouvée avec notre zone d’insertion Tcom press®, ept propose également d’autres technologies de connexion, telles que les trous métallisés soudés, THR ou SMT – chacune adaptée à l’application.
La technique d'insertion par pression repose sur un principe simple :
la section transversale de la zone d'insertion d'une broche de contact présente une diagonale supérieure à celle du trou métallisé du circuit imprimé. La déformation générée lors de l'insertion est absorbée par la zone flexible de la broche de contact, de sorte que la douille du circuit imprimé n'est que très légèrement déformée. Il en résulte une soudure à froid entre la broche de contact et le trou métallisé du circuit imprimé : une connexion étanche au gaz, résistante à la corrosion, à faible impédance et hautement conductrice électriquement. Celle-ci reste stable à long terme, même en cas de contraintes mécaniques et thermiques élevées, telles que les vibrations, la flexion et les changements de température importants.
Nous recommandons une surveillance tout au long du processus d’insertion. Des analyses force-déplacement ainsi que des systèmes basés sur des caméras permettent une évaluation fiable de la qualité de la connexion.
Outre la technique d’insertion éprouvée avec notre zone d’insertion Tcom press®, ept propose également d’autres technologies de connexion, telles que les trous métallisés soudés, THR ou SMT – chacune adaptée à l’application.
AVANTAGES DE LA TECHNIQUE D'EMBOÎTEMENT
La technique d'insertion sous pression offre de nombreux avantages par rapport à la technique de soudure traditionnelle, tant sur le plan qualitatif qu'économique, fonctionnel et écologique. Elle se caractérise par une très grande fiabilité et une excellente résistance mécanique, et est particulièrement résistante aux chocs et aux vibrations. De plus, elle permet d'éviter les défauts courants tels que les points de soudure froids ou les courts-circuits.
Sur le plan économique, la technique d’insertion par pression séduit également par sa réparabilité et un assemblage rentable. Sur le plan fonctionnel, elle permet un traitement fiable sans contrainte thermique sur le circuit imprimé, ce qui préserve les composants. Parallèlement, les contacts des connecteurs restent exempts de soudure.
De plus, la technique d’insertion par pression offre des avantages écologiques, car elle ne génère ni fumées de soudure ni résidus de flux et permet de se passer de processus de nettoyage supplémentaires. Elle répond ainsi aux exigences et directives environnementales actuelles telles que RoHS et WEEE.
Sur le plan économique, la technique d’insertion par pression séduit également par sa réparabilité et un assemblage rentable. Sur le plan fonctionnel, elle permet un traitement fiable sans contrainte thermique sur le circuit imprimé, ce qui préserve les composants. Parallèlement, les contacts des connecteurs restent exempts de soudure.
De plus, la technique d’insertion par pression offre des avantages écologiques, car elle ne génère ni fumées de soudure ni résidus de flux et permet de se passer de processus de nettoyage supplémentaires. Elle répond ainsi aux exigences et directives environnementales actuelles telles que RoHS et WEEE.
INCONVÉNIENTS DE LA TECHNIQUE D'EMBOÎTEMENT
Malgré ses nombreux avantages, la technique d’insertion par pression présente également certaines limites par rapport à la technique de soudure. Elle impose des exigences élevées en matière de qualité des circuits imprimés, notamment en ce qui concerne le diamètre des trous et les tolérances, et nécessite des outils et des équipements spéciaux, ce qui entraîne des coûts d’investissement plus élevés.
De plus, le processus d’insertion par pression génère des contraintes mécaniques qui peuvent causer des dommages en cas d’utilisation inappropriée. La miniaturisation est également partiellement limitée par rapport à la technique de soudure.
De plus, le processus d’insertion par pression génère des contraintes mécaniques qui peuvent causer des dommages en cas d’utilisation inappropriée. La miniaturisation est également partiellement limitée par rapport à la technique de soudure.
CRITÈRES DE SÉLECTION POUR LA TECHNIQUE D'EMBOÎTEMENT
Une connexion par insertion fiable repose sur la combinaison optimale de plusieurs critères de qualité. La conception de la zone d'insertion, l'application spécifique, les propriétés du circuit imprimé ainsi que le processus de fabrication jouent ici un rôle déterminant.
Ce n'est que lorsque ces facteurs sont harmonisés que la technique d'insertion peut déployer tout son potentiel et garantir une connexion durablement stable, résistante aux contraintes mécaniques et sûre sur le plan électrique.
Ce n'est que lorsque ces facteurs sont harmonisés que la technique d'insertion peut déployer tout son potentiel et garantir une connexion durablement stable, résistante aux contraintes mécaniques et sûre sur le plan électrique.
I. Critères de sélection du circuit imprimé
Le tableau compare différentes finitions de circuits imprimés en fonction de l'épaisseur des couches et de leur compatibilité avec la technique d'insertion par pression.
| Surface | |||||
| Immersion Sn | ENIG | Immersion Ag | OSP | HAL sans plomb | |
| Épaisseur de couche | 0,8 à 0,2 µm | 5 µm Ni 0,1 µm Au | 0,1 - 0,2 µm | 0,1 - 0,5 µm | 5 - 50 µm |
| Compatibilité avec la technique d'insertion par pression | très bonne | limitée* | sous certaines conditions* | bon | sous certaines conditions* |
Le plombage à l'étain par immersion est le plus adapté ; l'OSP est considéré comme un bon choix, tandis que l'ENIG, le plombage à l'argent par immersion et le HAL sans plomb ne conviennent que dans certaines conditions, en fonction de l'application.
De plus, le document présente les zones de plombage typiques, qui se composent généralement d'étain ou d'alliages d'étain sur une couche de nickel. Dans l’ensemble, cette fiche technique montre clairement que le choix de la surface a une influence décisive sur la qualité et la fiabilité de la technique d’insertion et doit être effectué avec soin en fonction de l’application.
De plus, le document présente les zones de plombage typiques, qui se composent généralement d'étain ou d'alliages d'étain sur une couche de nickel. Dans l’ensemble, cette fiche technique montre clairement que le choix de la surface a une influence décisive sur la qualité et la fiabilité de la technique d’insertion et doit être effectué avec soin en fonction de l’application.
II. Critères de sélection de la zone d'injection
Dans la zone d'insertion, les revêtements suivants sont possibles : couches mates d'étain, d'étain-plomb, d'argent-étain ou d'étain-argent, ainsi que des couches d'indium, chacune appliquée sur une couche de nickel.
| Surfaces | ||
| 0,30 - 1,50 µm Sn mat | sur | 1 - 3 µm Ni mat |
| 0,30 - 1,50 µm SnPb 92/8 - 97/3 mat | sur | 1 - 3 µm Ni mat |
| 0,35 - 1,50 µm AgSn ou SnAg | sur | 1 - 3 µm Ni mat |
| 0,30 - 1,50 µm In | sur | 1 - 3 µm Ni mat |
Une surface adaptée est essentielle pour obtenir un assemblage par insertion fiable. Elle influe sur les forces d'insertion et doit se déformer plastiquement sous contrainte sans s'endommager. Elle assure également un contact électrique stable, protège contre la corrosion et réduit les résistances de contact. Un revêtement approprié contribue en outre à éviter d'endommager le circuit imprimé et à garantir un processus sûr et reproductible.
STRUCTURE DU TROU
Pour obtenir un assemblage par insertion à pression de haute qualité, il convient, lors de la fabrication des circuits imprimés, d'accorder une attention particulière au diamètre du trou de perçage, au diamètre du trou fini, à l'épaisseur de la douille en cuivre et à la surface du circuit imprimé.
Une conception correcte des trous est déterminante, car elle influence directement la stabilité mécanique et la fiabilité électrique de la connexion. Seules des dimensions de trous et de manchons correctement adaptées permettent d'obtenir l'ajustement serré nécessaire, garantissant un maintien sûr et un contact constant. Tout écart peut entraîner des forces d'insertion trop élevées, endommager les trous métallisés ou entraîner un contact insuffisant. De plus, une configuration de trous appropriée contribue à compenser les tolérances de fabrication et à garantir une qualité constante du processus.
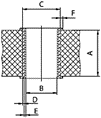
La configuration de trous suivante constitue un exemple de mise en œuvre.
Une conception correcte des trous est déterminante, car elle influence directement la stabilité mécanique et la fiabilité électrique de la connexion. Seules des dimensions de trous et de manchons correctement adaptées permettent d'obtenir l'ajustement serré nécessaire, garantissant un maintien sûr et un contact constant. Tout écart peut entraîner des forces d'insertion trop élevées, endommager les trous métallisés ou entraîner un contact insuffisant. De plus, une configuration de trous appropriée contribue à compenser les tolérances de fabrication et à garantir une qualité constante du processus.
La configuration de trous suivante constitue un exemple de mise en œuvre.
| Matériau LP | FR4 | |
| Diamètre nominal | Ø 1,0 mm | |
| A | Épaisseur du circuit imprimé | min. 1,44 mm |
| B | Trou d'extrémité | Ø 1,0 +0,09 / -0,06 mm |
| C | Alésage de base | 1,15 ±0,025 mm |
| D | Couche de Cu | min. 25 µm |
| E | Surface | Couche de Sn chimique, 0,5 – 1,5 µm |
| F | Anneau résiduel | min. 0,1 mm |
MISE EN ŒUVRE
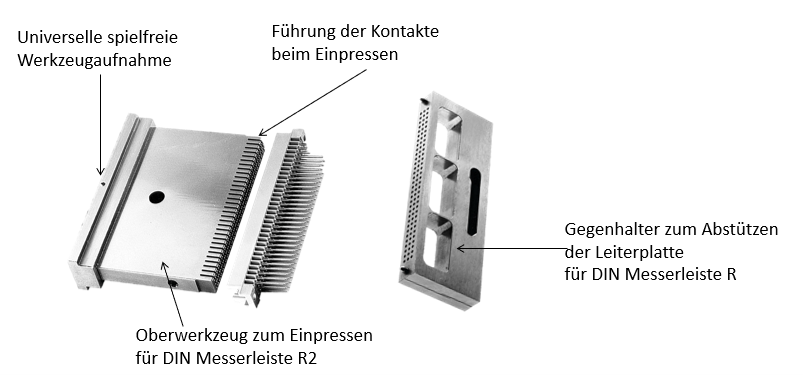
Pour obtenir une connexion fiable à long terme, tant sur le plan mécanique qu'électrique, un processus d'insertion sous pression contrôlé est essentiel. L'utilisation d'un outil supérieur et d'un contre-support est absolument indispensable.
L'outil supérieur transmet la force de la presse au contact, tandis que le contre-support soutient le circuit imprimé et le protège des contraintes mécaniques. Selon le connecteur, on utilise des outils à plaque plate ou à peigne.
Si les outils ne sont pas parfaitement adaptés les uns aux autres, des forces indésirables peuvent s'exercer sur le circuit imprimé et endommager les composants déjà montés. La force d'insertion doit être entièrement absorbée par l'outil inférieur.
Les circuits imprimés équipés de connecteurs enfoncés ne doivent pas être chauffés à plus de 125 °C.
L'outil supérieur transmet la force de la presse au contact, tandis que le contre-support soutient le circuit imprimé et le protège des contraintes mécaniques. Selon le connecteur, on utilise des outils à plaque plate ou à peigne.
Si les outils ne sont pas parfaitement adaptés les uns aux autres, des forces indésirables peuvent s'exercer sur le circuit imprimé et endommager les composants déjà montés. La force d'insertion doit être entièrement absorbée par l'outil inférieur.
Les circuits imprimés équipés de connecteurs enfoncés ne doivent pas être chauffés à plus de 125 °C.
Conclusion
La technique d'insertion sous pression constitue une alternative performante et pérenne à la technique de soudure classique. Elle séduit par sa grande fiabilité de processus, son excellente stabilité mécanique et une connexion électrique durablement fiable, même dans des conditions d'utilisation exigeantes.
C'est précisément dans le contexte d'une électrification croissante, de densités de puissance en hausse et d'exigences accrues en matière de robustesse et de durée de vie que la technique d'insertion sous pression offre des avantages décisifs. Une interaction précise entre la zone d’insertion, le circuit imprimé et le processus de fabrication est toutefois indispensable pour garantir des performances optimales.
Le choix d’une zone d’insertion parfaitement dimensionnée constitue un facteur de réussite essentiel. Les zones d’insertion d’ept GmbH – en particulier la technologie Tcom press® – se distinguent par un comportement d’insertion très facile à contrôler, une faible contrainte sur le circuit imprimé et une grande stabilité de la fenêtre de processus. Cela permet à la fois de minimiser les dommages sur les trous métallisés et de garantir des contacts électriques stables à long terme. De plus, la géométrie de la zone d’insertion ept permet un traitement fiable, même avec des tolérances serrées et des structures de circuits imprimés complexes.
En tant que spécialiste expérimenté des techniques d’assemblage, ept GmbH propose des solutions sur mesure dans le domaine de la technique d’insertion par pression. Grâce à des technologies innovantes telles que la zone d’insertion par pression Tcom press®, à un savoir-faire complet en matière d’applications et à une grande expertise en fabrication, ept aide ses clients à mettre en œuvre des solutions d’assemblage fiables et économiques pour des applications exigeantes.
C'est précisément dans le contexte d'une électrification croissante, de densités de puissance en hausse et d'exigences accrues en matière de robustesse et de durée de vie que la technique d'insertion sous pression offre des avantages décisifs. Une interaction précise entre la zone d’insertion, le circuit imprimé et le processus de fabrication est toutefois indispensable pour garantir des performances optimales.
Le choix d’une zone d’insertion parfaitement dimensionnée constitue un facteur de réussite essentiel. Les zones d’insertion d’ept GmbH – en particulier la technologie Tcom press® – se distinguent par un comportement d’insertion très facile à contrôler, une faible contrainte sur le circuit imprimé et une grande stabilité de la fenêtre de processus. Cela permet à la fois de minimiser les dommages sur les trous métallisés et de garantir des contacts électriques stables à long terme. De plus, la géométrie de la zone d’insertion ept permet un traitement fiable, même avec des tolérances serrées et des structures de circuits imprimés complexes.
En tant que spécialiste expérimenté des techniques d’assemblage, ept GmbH propose des solutions sur mesure dans le domaine de la technique d’insertion par pression. Grâce à des technologies innovantes telles que la zone d’insertion par pression Tcom press®, à un savoir-faire complet en matière d’applications et à une grande expertise en fabrication, ept aide ses clients à mettre en œuvre des solutions d’assemblage fiables et économiques pour des applications exigeantes.